
特に高い精度が求められる、動力伝達用歯車(鉄鋼の圧延装置の一部)に使用される中間軸の加工工程を例に日本熱管工業の品質に対するこだわりをご紹介いたします。

お客様依頼内容
![]()
STKM13Aパイプの両端に、SCM440のジャーナルを組立溶接し、溶接部超音波検査、歪取熱処理、仕上げ加工、ジャーナル部にキー溝をつけてタップ加工をしてください。
![]()
![]()
![]()
旋盤でSCM440ジャーナルの粗加工をします。
依頼サイズで切り出したSTKM13A鋼管を溶接前加工として、旋盤で開先加工をします。
![]()
![]()
![]()
中間検査では、お客様依頼の寸法と製作物の寸法に誤りがないかを確認します。
※最終的に仕上げとして外面を旋盤加工を行うために、この段階では数ミリの余裕を持たせて外径を設定しています。
![]()
![]()
![]()
![]()
中間検査で誤りがないことを確認の後に本溶接として炭酸ガス溶接を行います。

![]()
![]()
溶接部の品質を確認するために超音波検査を実施します。

![]()
![]()
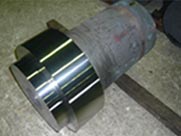
溶接の熱により歪みが発生することがあるので、歪取熱処理(焼鈍)を行います。
※写真は熱処理後の製品です

![]()
![]()
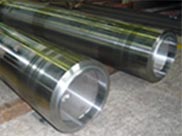
予め指定サイズよりも大きめにしてあった外径を指定サイズにする為に、外面・端面旋盤加工を行います。
![]()
職人のこだわり
工作機械を熟知した熟練の職人の手により、図面指示寸法の精度で加工を行います
![]()

![]()
![]()
ジャーナル部分にキー溝加工、タップ加工を行い完成です

![]()
![]()
![]()
加工完了後に改めて検査員による、加工後検査を行います。
加工後検査は、加工後の製品がお客様の依頼内容と全て一致しているかを確認するために、主に寸法及び面粗度の検査を行います。
![]()
![]()
![]()
![]()
![]()
出荷時に再度、その日の全納入製品を配送部門の人員が最終検査を行い、配送いたします。
検査内容は、加工後検査と同様ですが、別人員によるダブルチェックを実施しています。
中間、加工後、出荷時の合計3回の検査を行い製品の品質をチェックしています。
![]()
![]()
![]()

日本熱管工業では社内で不適合是正委員会を組織し、品質向上・不良品撲滅に取り組んでいます。
不適合是正委員会とは、日本熱管工業の社内組織で品質向上・不良品撲滅を目指し、月に一度ミーティングを行い、常に改善活動を行っています。

社内不適合是正委員会の会合の様子

加工後検査、出荷時検査の様子
「全ての人員が検査官であれ」のスローガンのもとに3重のチェック行っております。
更に対策を協議、実行することにより、納入後のトラブルをほぼ撲滅出来るまでとなりました。
これに満足することなく、トラブル「0」を目指し、改善活動を行ってまいります。
![]()

![]()
![]()
![]()
Copyright © 2011 Nihon Nekkan Kogyo All Rights Reserved
![]()